


Hogyan készült az alumínium expandált fém?Nézzük együtt a részletes gyártási folyamatot.
1.Alapanyag előkészítés.
Csak nagy gyárakból vásárolunk anyagot, és mivel minden hónapban nagy az anyagigényünk, a nyersanyaggyár mindig a legversenyképesebb árat és gyors átfutási időt osztja meg velünk, hogy jobb árat és gyors szállítási időt kínálhassunk ügyfeleink számára. .
2. A fém nyújtása.
Munkatársaink gyártás közben minden darabot megmérnek, ha hibát találnak, azonnal beállítják a gépet.
3.A háló szintezése

Nyújtás után a háló nem mindig 100%-ban lapos, ezért szükségünk van a szintezőgépre, hogy lapos legyen.Különböző méretű hálókhoz különböző méretű szintezőgép szükséges, a tekercsek átmérője és mennyisége eltérő, A legszélesebb szintezőgépünk 3,3 méter.
4. A háló négy oldalának levágása
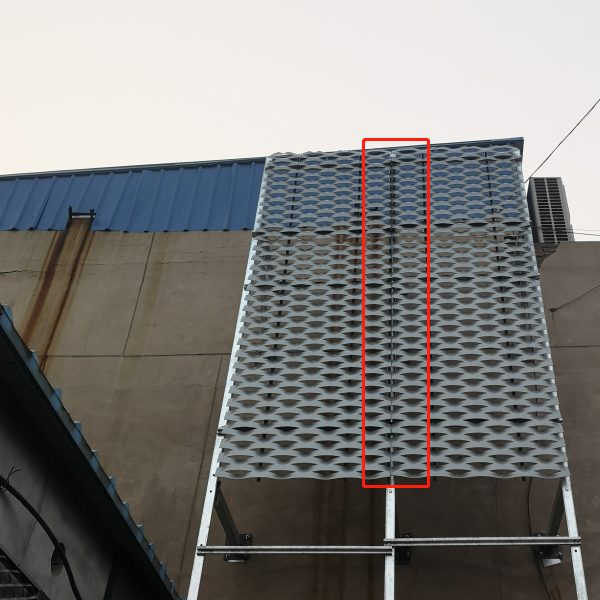
A megrendelő megkövetelte, hogy a falra szerelés után a háló éleit egy egyedivé kell kombinálni.Tehát a háló minden oldalát le kell vágnunk, hogy a különböző darabok jól illeszkedjenek egymáshoz.

A lyuk távolról nézve jól illeszkedik.(ez a tesztünk a saját gyárunkba történő telepítéshez)
5.A keret hegesztése a hátoldalon.
6. A háló PVDF festése.
6.1 A háló tisztítása
A tisztításnak 3 folyamata van, az első savas tisztítás, a jó porfestés legfontosabb lépése, segít eltávolítani az összes szennyeződést és olajat a gyártás és a szállítás során.akkor a tiszta vízzel kétszer megtisztítjuk.Harmadszor szárítsa meg nagy szárítógépekkel.
A bevonat előtti tisztítás kulcsfontosságú a felület simává tétele és a tapadás javítása, valamint a háló élettartamának meghosszabbítása érdekében.
A takarítás pedig pont a különbség köztünk és más gyárak között, mi vagyunk az egyetlen gyár, aki gondosan elvégzi a takarítást a környékünkön.
6.2 PVDF festés vagy porszórt
Minden festőmunkásunk több éves tapasztalattal rendelkező szakmunkás, a porbevonatréteg sima és azonos vastagságú lesz.
6.3 Sütés
A festés után a hálót magas hőmérsékleten kell sütni, a PVDF festést 230 °C hőmérsékleten, a porfestést pedig 180 °C-on kell elvégezni.
A film vastagságának vizsgálata.
A nemzetközi szabványos filmvastagság a PVDF festésnél több mint 35 θm, a porfestéknél pedig több mint 60 μm.
7. A háló csomagja.
Az általános csomag belül műanyag buborék, kívül pedig fadoboz.És néha az ügyfélnek egyszerű raklapcsomagra van szüksége a helytakarékosság és a könnyebb szállítás érdekében.
Feladás időpontja: 2023. január 15